










 43 / 52
43 / 52

ne dass es zu einer Kondensation auf der
Formoberfläche kommt. Über einen Fil-
ter wird Umgebungsluft angesaugt und
in zwei Schritten gekühlt: zunächst über
einen wassergekühlten Wärmetauscher,
danach im Wärmetauscher des integrier-
ten Kältekreislaufs, wo die Luft mit
R407C als Kältemittel auf eine Tempera-
tur von circa 3 °C abgesenkt wird. Das
Kaltwasser, welches auch der Formen-
kühlung dient, wird dabei zur Vorküh-
lung der angesaugten Umgebungsluft
verwendet. Die Feuchtigkeit, die in Folge
der Kondensation ausgeschieden wird,
wird in einer Wanne gesammelt und
über eine Pumpe aus dem Gerät geför-
dert.
Die Wärme aus dem Verdampfer wird
mit hoher Temperatur über den Kom-
pressor in den Kondensator geleitet.
Wenn die vorgekühlte Umgebungsluft
den Kondensator passiert, erwärmt sie
sich wieder auf 25 °C und wird anschlie-
ßend über ein Rohrleitungssystem in ei-
ne abgeschottete Kabine eingeblasen,
die die Form der Produktionsmaschine
umgibt. Hier verteilt sich die trockene,
gefilterte Luft und entweicht schließlich
durch Lücken und Öffnungen, die für
das Entfernen des Produkts aus dem Ma-
schinenbereich vorgesehen sind. Je
nachdem wie dabei vorgegangen wird,
können größere Abschottungen oder Lö-
cher in der Abschottung notwendig wer-
den. Dies muss bei der Auslegung be-
rücksichtigt werden.
Amortisationszeit der MAP-Geräte in
der Regel unter einem Jahr
Abhängig davon, wie groß die Abschot-
tung der Formkabinen ist und wie viele
Maschinen mit einem MAP-Gerät be-
dient werden sollen, muss auch das MAP
entsprechend dimensioniert sein. Des-
halb gibt es je nach Maschinengröße
und Menge vier unterschiedlich große
Trockner, über die sich alleinstehende
oder mehrere in ein Zentralsystem einge-
bundene Produktionsmaschinen versor-
gen lassen. Um den Formwechsel, eine
Inspektion, Einstellungsänderungen oder
eine Reparatur an der Maschine nicht zu
43
Extrusion 1/2017
behindern, ist die Abschottung so anzu-
passen, dass sie einen leichten Zugang
gewährt. Ein Druckschalter überwacht
den Druckabfall nach der Filtermatte und
alarmiert den Bediener, sollte der Filter
gesättigt und eine Reinigung erforderlich
sein. Diese nimmt etwa 15 Minuten in
Anspruch, da sich die waschbare Filter-
matte mit nur zwei Handgriffen aus dem
Gerät entfernen lässt.
Unter Umständen ist eine Kombination
mit dem Internal Air Cooling System
(IACS) von FarragTech sinnvoll, da nur ei-
ne Kühlung über die Form durch mög-
lichst kaltes Wasser und zugleich eine
gute Innenkühlung beim Blasformpro-
zess optimal effiziente Ergebnisse liefern
können. Insbesondere beim Spritzguss,
aber auch bei anderen Prozessen ist oh-
nehin nur eine Kühlung durch die Form
möglich, weshalb diese so effizient wie
möglich erfolgen sollte, um kein Potenti-
al zu verschenken. Die Amortisationszeit
ist je nach Kosten der herzustellenden
Produkte und Ausschuss durch Feuchtig-
keit unterschiedlich. In manchen Regio-
nen mit hoher Luftfeuchtigkeit, wie den
Tropen, ist eine Produktion ohne MAP
überhaupt nicht möglich. In anderen
Ländern kann im Winter gut produziert
werden, doch im Sommer gibt es Proble-
me, so dass die Temperatur des Kaltwas-
sers erhöht werden muss, um eine stö-
rungsfreie Produktion zu gewährleisten.
Das verlangsamt den Prozess und kostet
entsprechend Geld. In der Regel kann je-
doch von einer Amortisationszeit von
unter einem Jahr ausgegangen werden.
Abhängig davon, wie groß die Abschottung der Formkabinen ist und wie viele
Maschinen mit einem MAP-Gerät bedient werden sollen, muss auch das MAP
entsprechend dimensioniert sein. Deshalb gibt es je nach Maschinengröße und
Menge vier unterschiedlich große Trockner, über die sich
alleinstehende oder mehrere in ein Zentralsystem
eingebundene Produktionsmaschinen
versorgen lassen
FarragTech GmbH
Dammstrasse 61, 6922 Wolfurt, Austria
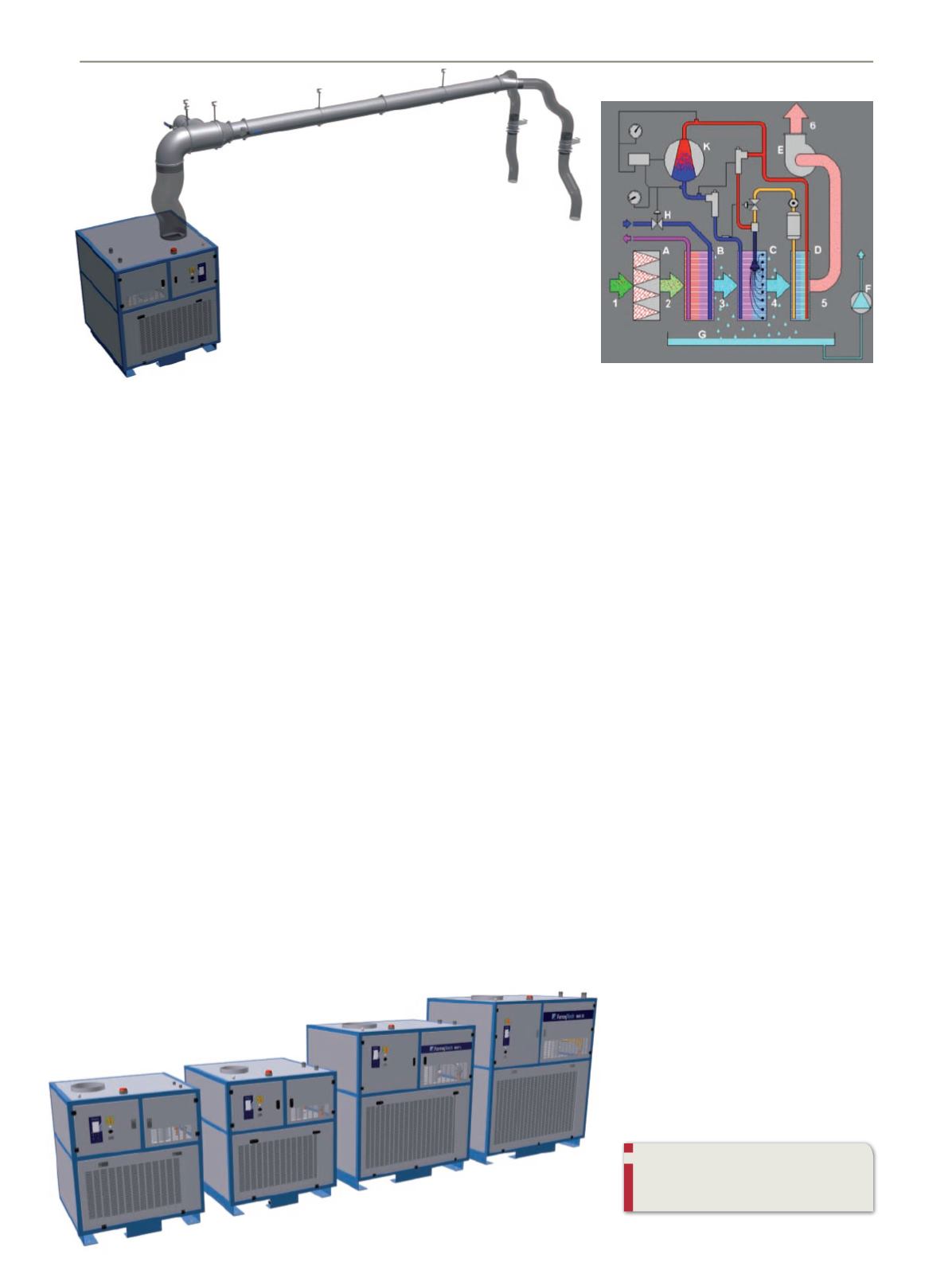
www.farragtech.comÜber einen Filter wird Umgebungsluft angesaugt
und in zwei Schritten gekühlt. Die Feuchtigkeit,
die in Folge der Kondensation ausgeschieden
wird, wird in einer Wanne gesammelt und über
eine Pumpe aus dem Gerät gefördert. Die Wär-
me aus dem Verdampfer wird in den Kondensa-
tor geleitet, wo sie die vorgekühlte Umgebungs-
luft wieder auf 25 °C erwärmt. Diese wird an-
schließend über ein Rohrleitungssystem in eine
abgeschottete Kabine eingeblasen, die die Form
der Produktionsmaschine umgibt