









 39 / 68
39 / 68

39
Extrusion 2/2017
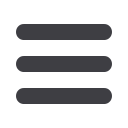
Wanddickendifferenzen über dem Umfang
des Vorformlings realisiert werden können,
belegt
. Es zeigt die Wanddickenver-
teilung über dem Umfang eines Vorform-
lings, der profiliert wurde, um ein extrem
kompliziertes Formteil für die Automobilin-
dustrie zu optimieren. Durch die geeignete
Profilierung des Fließkanals tritt der Vor-
formling trotz der extremen Wanddicken-
unterschiede ausreichend gerade aus der
Düse aus, um immer zuverlässig den Blas-
dorn zu treffen. Derartig gravierende
Wanddickenunterschiede sind mit konven-
tionellen konischen Düsen nicht zu realisie-
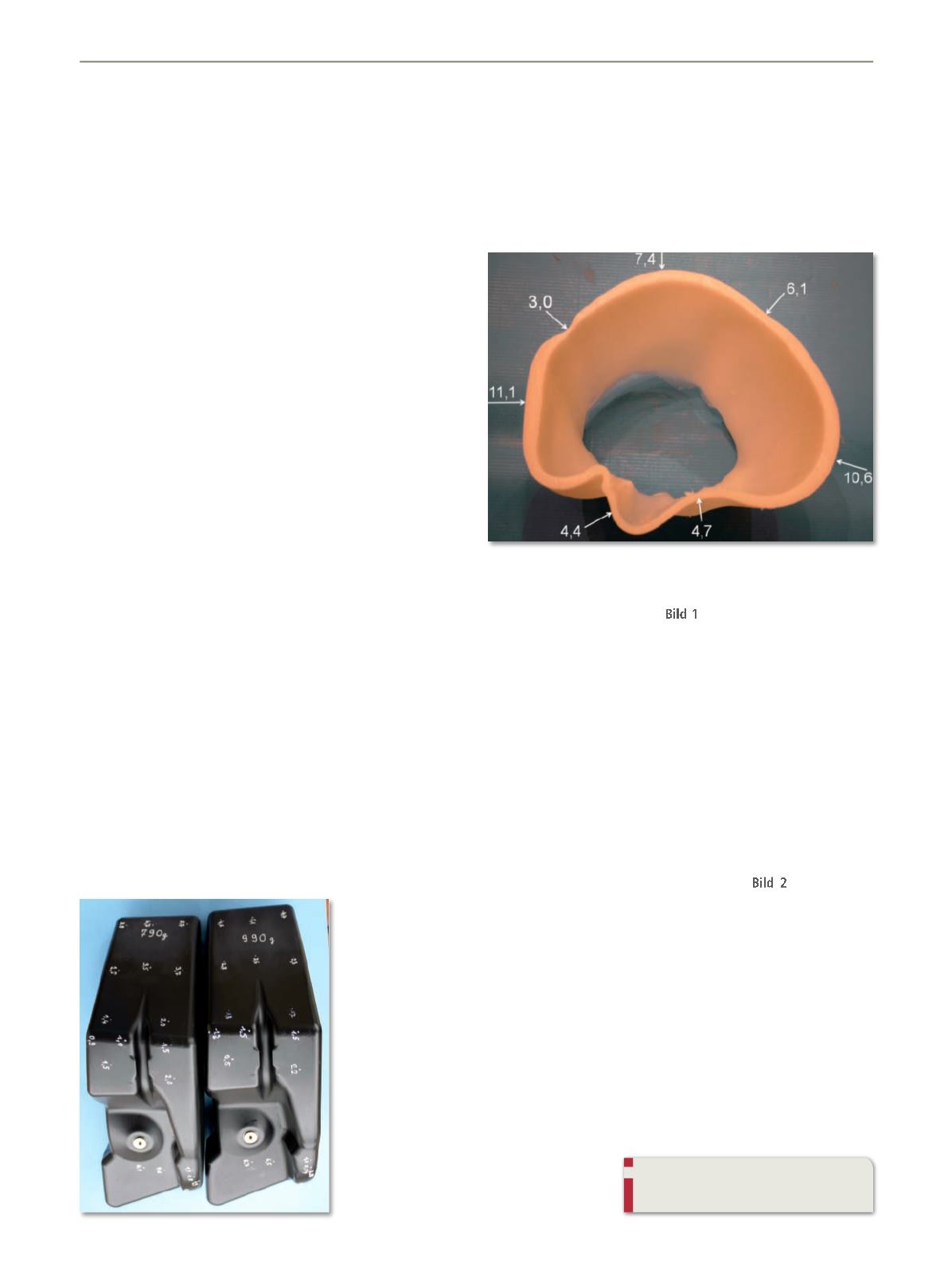
ren. Dass darüber eindrucksvolle Verbesse-
rungen der Qualität von Formteilen ermög-
licht werden, belegt
. Es zeigt den
Vergleich zweier Behälter für Scheiben-
waschwasser, wobei der untere mit einer
konventionellen massiven konischen Düse
und der obere mit einer ebenfalls massiven,
allerdings zylindrischen GWDS-Düse herge-
stellt wurde. Zum Erreichen dieser verbes-
serten Wanddickenverteilung wurde auch
in diesem Fall lediglich die Düse und der
Dorn des Kopfes ausgetauscht, wobei der
zylindrische Fließkanal in der GWDS-Düse
über dem Umfang entsprechend den Erfor-
dernissen, die sich aus der Geometrie des
Behälters ergeben, profiliert worden ist.
W
ird die konventionell konisch gestal-
tete Düse abgeflanscht und durch
eine vornehmlich zylindrische GWDS-Düse
ersetzt, dann lassen sich durch eine geeig-
nete Profilierung des Fließkanals gravieren-
de Änderungen der Wanddicke des Vor-
formlings erreichen. Darüber hinaus kann
diese Wanddickenverteilung auch noch
während des Austrags des Vorformlings dy-
namisch so verändert werden, dass sie den
Änderungen über der Länge der Geometrie
des zu formenden Bauteils gerecht wird.
Damit kann dann mit einer zylindrischen
GWDS-Düse die Wanddickenverteilung des
Vorformlings viel genauer an die jeweiligen
Erfordernisse des herzustellenden Formteils
angepasst werden, als das mit einer kon-
ventionellen konischen Düse möglich ist.
Nach dem Stand der Technik lässt sich eine
dynamische Wanddickenveränderung des
Vorformlings nur in einem eingeschränkten
Düsendurchmesserbereich (50 bis 675 mm)
realisieren. Dafür benötigt man allerdings
eine aufwendige deformierbare PWDS-Dü-
se, zwei oder vier hydraulische oder elektri-
sche Aktuatoren und eine spezielle Soft-
ware zur Ansteuerung der Aktuatoren.
Größere Möglichkeiten der dynamischen
Wanddickenbeeinflussung des Vorform-
lings ergeben sich nun, wenn lediglich eine
konventionelle Düse durch eine zylindri-
sche GWDS-Düse ersetzt wird, die zu ver-
gleichbaren Kosten wie eine ganz normale
massive konische Düse hergestellt werden
kann. Die Beschränkung auf einen be-
stimmten Düsendurchmesserbereich exi-
stiert damit nicht mehr. Folglich kann die
Wanddickenverteilung von der kleinsten
Flasche bis zum größten Tank auf einfache
und kostengünstige Weise optimiert wer-
den. Der Fließkanal der GWDS-Düse muss
allerdings über der Länge und über dem
Umfang für das jeweils herzustellende
Formteil spezifisch profiliert werden.
Dass mit einer einfachen massiven zylindri-
sche GWDS-Düse tatsächlich extreme
Verbesserte Produktqualität und geringere
Produktionskosten mit zylindrischen
GWDS-Blasformdüsen
Im Rahmen der Optimierung der Fließkanalgeo-
metrie einer GWDS-Düse für ein extrem schwierig
herzustellendes Formteil für die Automobil-
industrie, konnte eindrucksvoll bewiesen werden,
dass sich die verfahrenstechnischen Möglichkeiten
beim Extrusionsblasformen gegenüber dem
aktuellen Stand der Technik erheblich verbessern
lassen. Besonders interessant ist es, dass dafür
lediglich die Düse und der Dorn des Blaskopfs
gewechselt werden müssen.
Bild 1: Gravierende Wanddickenverteilung
eines Vorformlings, der abgekühlt wurde
ohne verstreckt zu werden
Bild 2: Gewichtsreduktion von über 20
Prozent, die durch eine Optimierung
der Wanddickenverteilung erreicht
wurde
Dr.-Ing. Heinz Groß
Ringstraße 137, 64380 Roßdorf, Germany
www.gross-k.deExtrusions-Werkzeuge