









 57 / 68
57 / 68

Masse (nicht das Volumen) des
Dosierguts ausschlaggebend.
Das Dosierergebnis hängt hin-
gegen auch vom Schüttgut,
dem Dosierverfahren und dem
gewählten Dosierorgan ab. Für
das Dosierorgan sind Form (Granulat,
Pulver) und Fließeigenschaften des
Materials, das Dosierprinzip sowie
der Durchsatz maßgeblich. Typische
Dosierorgane sind Schnecken, Schie-
ber, Scheiben oder Zellräder. Verfah-
renstechnisch sind das volumetrische
und das gravimetrische Prinzip zu un-
terscheiden.
Volumetrisches Dosieren
Diese Geräte dosieren ausschließlich
volumenbezogen, weshalb sie zu ka-
librieren sind. Sie arbeiten asynchron
oder synchron. Beim asynchronen
Betrieb werden die Komponenten
unabhängig vom Maschinenzyklus
dosiert und sind immer zu mischen.
Beim synchronen Betrieb werden alle
Komponenten gleichzeitig, synchron
zum Masseeinzug der Verarbeitungs-
maschine dosiert. Sie benötigen in
der Regel keinen Mischer.
Beide Verfahrensprinzipien lassen
sich mit den Varianten „Dosierung
aller Komponenten“ oder „freier Ein-
lauf der Hauptkomponente“ kombi-
nieren. Dosierung aller Komponen-
ten bedeutet, dass alle Materialien
einer Rezeptur von den jeweiligen
Dosierstationen dem Mischer
bzw. Sammelbehälter zugeführt
werden. Die Dosiergeräte arbei-
ten ohne steuerungstechnische
Verbindung zur Verarbeitungs-
maschine. Beim Dosieren mit frei-
em Einlauf steht die Hauptkompo-
nente permanent am freien Einlauf
des Mischtrichters oder des Sammel-
behälters an. Die Nebenkomponen-
ten werden zudosiert.
Gravimetrisches Dosieren
Diese Dosiergeräte wiegen das Mate-
rial, müssen daher nicht kalibriert
werden. Unterschieden werden die
Wägeprinzipien
„Gain-in-weight“
und
„Loss-in-weight“.
Beim Gain-
in-weight-Dosieren werden die Kom-
ponenten nacheinander dosiert, wo-
bei das zunehmende Gewicht er-
fasst wird. Bei der Loss-in-weight-
Dosierung dient hingegen die Ge-
wichtsabnahme der Materialbehälter
als Messgröße. Dazu hat jede Dosier-
station eine Wiegezelle. Wird Materi-
al ausgetragen, erfasst die Waage die
Gewichtsdifferenz pro Zeiteinheit.
Dosiert und ausgetragen werden alle
Komponenten synchron. Im Alltag
wirken sich viele Faktoren auf die Do-
siergenauigkeit und damit auf das
Dosierergebnis aus. Daher sind die
Rahmenbedingungen für die Aus-
wahl eines geeigneten Geräts zu be-
rücksichtigen. Besonderes Augen-
merk sollte den Schüttguteigenschaf-
ten der zu verarbeitenden Materia-
lien hinsichtlich der Mischqualität
gelten. Denn bei sehr unterschiedli-
chen Schüttdichten kann es zu einer
Entmischung kommen.
Literatur
Wer sich ausführlich über das Fach-
gebiet
Materialhandling
informie-
ren möchte, dem sei ausdrücklich die
Plattform
www.moscorner.comempfohlen. In der
EXTRUSION
wer-
den seit Heft 8/2013 in jeder Ausga-
be einzelne Schwerpunkte behandelt.
Weitere Literaturstellen sind Unterla-
gen der Firmen
:
Digicolor; Farrag
Tech; GKV/Tec-Part; Kreyenborg Plant;
Moretto; Motan Colortronic; ProTec;
Simar; Zeppelin.
57
Extrusion 1/2016
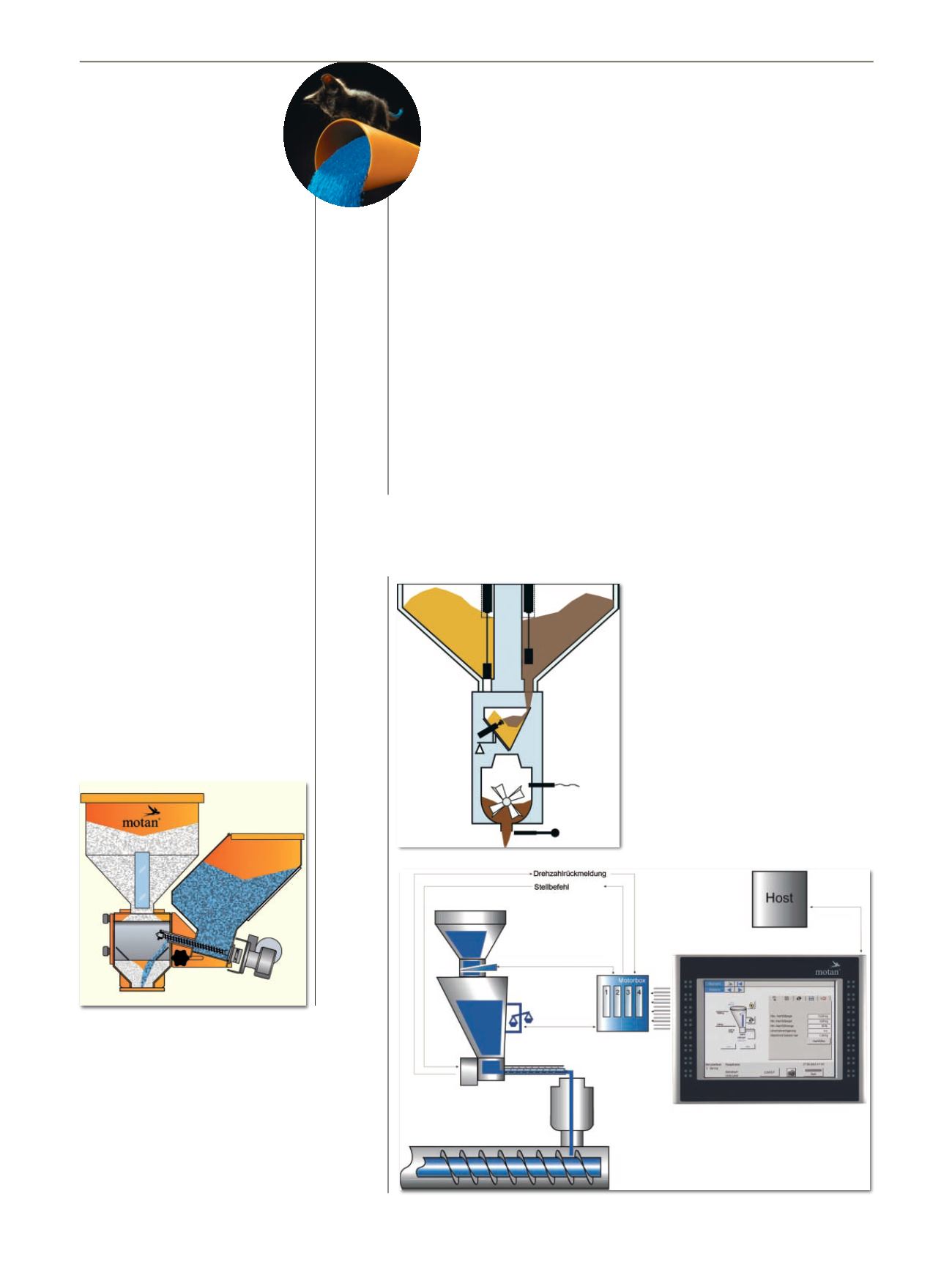
Schematischer Aufbau einer Differentialdosierung. Die
Abfrage der Gewichtsabnahme
(loss-in weight)
im Dosier-
behälter erfolgt durch die Wiegezelle in sehr kurzen Zeitinter-
vallen in Echtzeit (Werkbild: motan-colortronic)
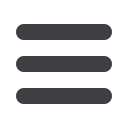
Ein entscheidendes Merkmal von Synchrondosiergeräten
ist der gleichzeitige, also zeitsynchrone, Austrag aller
Materialkomponenten, wobei der Massestrom jederzeit
der Rezeptur entspricht (Werkbild: motan-colortronic)
Beim gravimetrisch-asynchronen Dosieren werden die
Komponenten einzeln nacheinander dosiert und dabei die
Gewichtszunahme (gain-in-weight) im Wiegebehälter erfasst
(Werkbild: motan-colortronic)