









 56 / 132
56 / 132

In vielen Extrusions- und Aufbereitungs-
prozessen ist es bei der Verarbeitung von
PET Recyclingware erforderlich, diese vor
dem Extruder zu kristallisieren und auf
einen sehr niedrigen Restfeuchtegehalt zu
trocknen. Kommen die klassischen
Soweit die Theorie – in der Praxis weisen die Systeme häufig
nach, dass sie nur in einem eng definierten Arbeitspunkt zuver-
lässig und erfolgreich arbeiten. Die maximale Eingangsfeuchte
als entscheidende Prozessgröße variiert allerdings in der Realität
erheblich. Bei Inhouse-Recyclingware wie zum Beispiel Randab-
schnitten und Stanzgittern aus der Flachfolienextrusion ist dies
noch einigermaßen einzugrenzen, bei Post-Consumer Ware
wie PET-Flaschenmahlgut wird es hier allerdings kritisch. Dies ist
vor allem der global verfügbaren Qualität der PET-BottleFlakes,
deren Lieferkette und Lagerung beim Verarbeiter geschuldet.
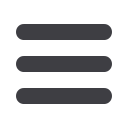
Die Bottle-Flakes schwanken in der Reinheit, in der Korngröße,
in der Korngrößenverteilung, der Dicke – und vor allem in der
Feuchtigkeit. Post Consumer Flakes können bis circa 5.000
ppm Feuchtigkeit im Produkt binden und ein Vielfaches dieser
Wassermenge auf der Oberfläche anlagern. In einigen Ländern
sind Eingangsfeuchten bis zu 14.000 ppm in der BigBag-Ware
keine Seltenheit. Noch kritischer ist die Tatsache, dass auch in-
nerhalb eines BigBags und innerhalb einer Lieferung deutlich
schwankende Eingangsfeuchten nicht zu vermeiden sind. Die
Infrarot-Vortrocknung von PET Flakes
Leistungssteigerung und Qualitätsverbesserung bei Entgasungsextrudern
K
REYENBORG IRD Infrarot-Drehrohr Systeme haben sich in
diesen Prozessen etabliert, da die vorgenannten Teilaufga-
ben erheblich energieeffizienter erledigt werden können. Die
kurzwellige Infrarotstrahlung regt die molekulare Wärme-
schwingung im Trockengut direkt an, ohne den relativ ineffi-
zienten Umweg über erwärmte Luft zu gehen. Ergebnis sind
Aufheiz- bzw. Trocknungszeiten, die je nach Aufgabenstellung
nur zwischen 8,5 bis 20 Minuten liegen, während bei konven-
tionellen Warm- bzw. Trockenluftsystemen mit mehreren Stun-
den kalkuliert wird. Getrocknet werden kann jegliche Form von
Granulat und Mahlgut, ob Folienflakes, Flaschenmahlgut oder
gar geshredderte Verpackungsbänder – im IRD können beliebig
alle Materialformen kombiniert werden, da in den Drehrohr-
wendeln keinerlei Entmischung der verschiedenen Komponen-
ten stattfindet.
PET Direktextrusion - ohne oder doch mit Vortrocknung?
In den letzten Jahren etablieren sich alternativ zu den Ein-
schneckenextrudern mit Vortrocknung sogenannte „Dryer-
less“ Mehrwellensysteme am Markt (Doppelschneckenextru-
der, Ringextruder, Planetwalzenextruder und sogenannte Multi-
Screw-Extruder). Allen gemeinsam ist, das sehr aufwendige Va-
kuum-Entgasungssysteme am Extruder installiert werden müs-
sen, um eine Hydrolyse ohne Vortrocknung zu verhindern. Spe-
zifiziert werden solche Systeme unterschiedlich – maximal er-
laubte Eingangsfeuchten liegen teilweise bei nur 3.000 ppm
(0,3 Prozent).
56
Materialaufbereitung
Extrusion 7/2016
IRD (innen)
Grafik: rPET Feuchten
Einschneckenextruder zum Einsatz, sind
beide Verfahrensschritte Stand der Technik
und auch zwingend erforderlich, da selbst
geringe Mengen Wasser zu einem starken
hydrolytischen Abbau des Materials
führen.